Всем на лоб заметку: «На старом оборудовании, машине, технике, инструменте не заработать!». Есть уникальные случае, когда ты любитель своего дела… довёл все до совершенства и бережно ко всему относишься… Другое дело, когда работают наемные люди… пусть даже им не ставишь никаких планов… за твоё добро никто переживать не будет и всегда все будет выполняться в максимальных режимах. Берите только новое с запасом по возможностям и характеристикам на дворе век одноразовых технологий! Только так сейчас можно что-то заработать! Все жлобы и экономисты скоро исчезнут с этой планеты!
Кадры
Висит у меня тут объявление о приеме на работу офис-менеджера… пробежался по списку резюме кто вообще может претендовать на эту должность… если это девушка, то у каждой второй написано «легко нахожу общий язык с любым собеседником» — кого-то может привлечет эта уверенность …, но я считаю все таки найти общий язык прямо с каждым это не реально…. обязательно найдётся парочка противных…. Еще любимая опция в резюме «стрессоустойчивость»… такое когда пишут, это надо понимать, что человек не знает, что такое стресс… вынос мозга… надо потратить не мало лет… чтобы выработать иммунитет к стрессу… я вот спустя только 10 лет в продажах, могу в определённых делах с холодной головой решать какие-то форс мажоры… а заявлять, что я стрессоустойчивый я бы не стал… иногда все таки хочется как обычному человеку… не слушать нытьё, а кинуть трубку или послать на три буквы, но нельзя ….
С рабочими специальностями тут ещё хуже… последнее тренд приходят ребята: тихие, спокойные, всегда приветливые, ни одного слова матерного, следят за порядком, работают хорошо, а потом хуякс оказывается дружище немного в молодости отбывал наказания. Их жизнь конечно… стараюсь не расспрашивать эти подробности. Частенько пишут, что на ЗОЖ сидят, но только это видимо некоторых обходит стороной и ребята любят немного залить горе… вторая проблема пиздят всякие утиные истории… слушаешь их понимаешь, что из худших у тебя лучшие и миришься с этим…
Себя к сверхъестественным специалистам не приравниваю у меня другая проблема — я работал везде и понемногу в разных направлениях и это мое горе… ни в одном из них, я не достиг полного совершенства…
Нужны тиски Kurt DX6 CrossOver
Нужны тиски Kurt DX6 CrossOver от тисков будет зависеть точность изготовления всех деталей. Это обычные механические тиски с ширина губок 187 мм, ход ~250 мм, на разжим 427 мм, усилие зажима 35000 Нм. Стоимость их на рынке России ~85000 рублей.

О том какие они хорошие рассказывать не буду, об этом есть соответствующие отзывы в интернет. Я расскажу, где их взять дешевле, чем предлагают у нас… Всё довольно просто, переходим на сайт https://allindustrial.com/kurt-dx6-6-new-machine-vise-549-95-sale-free-shipping/ и видим, что стоимость с доставкой в Россию таких тисков ~670 USD на много дешевле, чем предлагают другие поставщики. Кстати там можно выбрать и другие более дорогие модели тисков Kurt USA с гидравлическим зажимом к примеру или с регулировкой силы зажима.
10/04/2019 Тиски Kurt DX6 приехали к нам транспортной компанией ПЭК… выглядят они довольно прилично… на станок ещё не ставили так как его недавно привезли и не успели подключить … поэтому об удобстве их использования ничего не скажу.

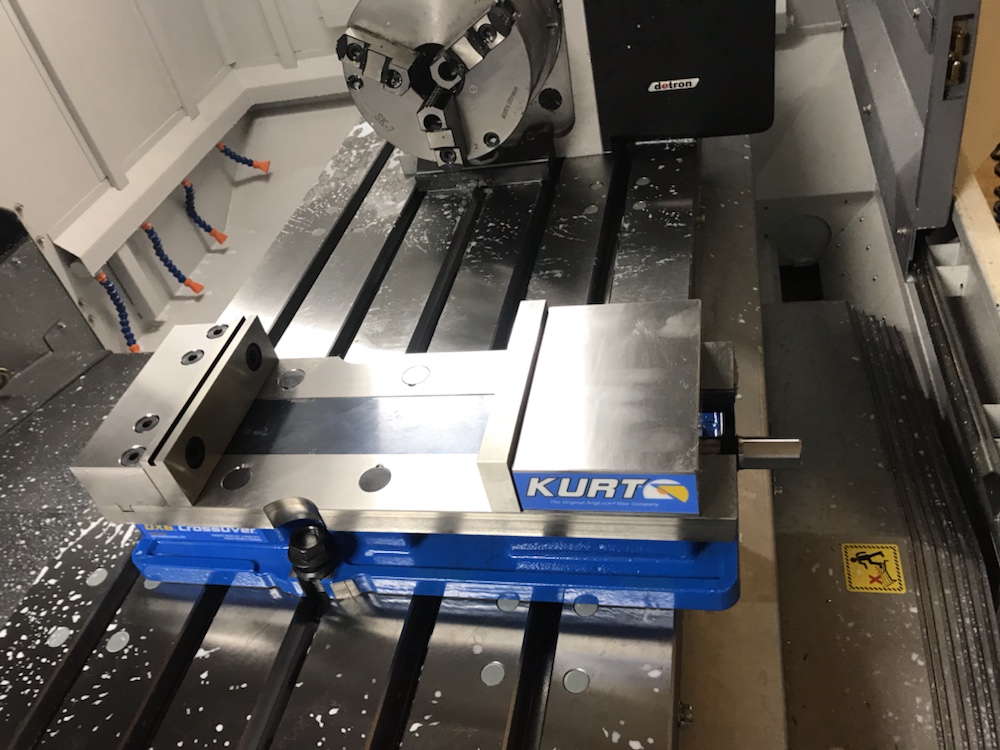
Тиски купили в одной конторе в Санкт-Петербурге . Есть один нюанс , тиски без направляющих сухарей. На сайте производителя указано, что они идут в комплекте, а тут нет ничего. Возможно уже тут в России эти сухари достали из комплекта и предлагают за отдельную стоимость.
Интересно я такой же или … ?
Последнее время, вижу как разные люди уничтожают то, что ранее я так долго ждал или делал долгое время…. а тут раз кто-то пришел … ой сделал и всё….. Вот сегодня приехал на работу…. пригляделся стена в цех каким-то образом вошла во внутрь… тоже сначала не поверил… но потом я понял, даже кто это сделал … недавно вызывали погрузчик снег убирать…. вот он то…… Я что должен стоять рядом с каждым уничтожителем, чтобы оберегать себя от потери своих нервов…. Так и живем…
….тяжелая неделя для меня выдалась……
не знаю даже как начать.. столько всего случилось за эти дни…. на отдых, ведение дневника времени как всегда мало…. вобщем 17 прилетел в свои края, со столицы…… без выходных сразу на работу…… это минус…… т.к. командировка в москве мне не оч. понравилась… приходилось много ходить, ездить в метро, автобусах и выслушивать сопли «некоторых» коллег, это оч. раздражало мне с трудом удавалось тормозить себя…………….
Как отопить производственные помещения ?
Как отопить производственное помещение размером 80 м2 (остальные 1000 м2 все помещения у нас холодные мы обогреваем только помещения, где расположены станки и происходит сборка) + офисное помещение 100 м2 …..Началось всё с того, что прошлый год нас завалили платежками за электроэнергию…. средняя цифра была 35-40 т.р., а сезон отопления у нас на Урале может длится 6-8 месяцев. Для справки стоимость за киловатт для юрлиц =6,75 рублей БЕЗ НДС, отсюда и такие дикие цифры. По большей части всё электричество съедал наш Котел Protherm 14 кВт к тому же тепла от него мы добиться не могли т.к. установили одни из самых бюджетных батарей Delta Plus 500, теплоотдача от которых на уровне льдины (чаще холодно чем, тепло)… Если вы вдруг будете искать отзывы касаемо батарей Delta Plus 500, сразу могу сказать, чтобы вы их обходили стороной и при случае взорвите завод, где их делают в Китае.

Задача была поставлена следующая: отказаться от электричества и перейти на другое более бюджетное топливо для обогрева помещений. При этом всё должно быть надежно и работать на автопилоте. Таким требованиям удовлетворяет мало видов топлива. По многим параметрам использование газа было наиболее подходящим вариантом. Но есть один момент, который смущал — это выбор оборудования и его монтаж, чтобы было всё максимально безопасно в плане эксплуатации. Различные производители предлагают свои комплексные решения, но они нам не подходили из-за плотной застройки нашей производственной территории. Детально изучив все технические характеристики, решено было применить наземную газовую ёмкость производства компании GT7 + комплект запорной арматуры и редуктор производства SRG Германия + труба из нержавейки, гофрированная Корея Hydrosta «1\2 с комплектом кранов и фитингов. В качестве котла отопления мы выбрали Protherm Pantera 30KTV.

Запустили всю эту связку осенью в 2018…. все сразу заработало как надо… Один момент, который стоит отметить: ёмкость наземная находится в холодном помещении. Для её правильной работы в холодное время года, мы провели металлопластиковой трубой отопления вокруг емкости несколько витков 4 витка. В самые морозы (-30) давление упало до 2 бар… но этого хватало для нормальной работы котла.
Дно достигнуть можно быстро !
Накласть в штаны раньше времени вот это полное фиаско! Считаю, что сделать и понять, что ты ошибся… это гораздо эффективнее…, чем утонуть в согласованиях и долгих подсчетах и сомнениях. Если будем все согласовывать с бесконечным числом отделов, никогда не появится что-то из ноу-хау или новых технологий.
Стараешься иногда … а тут с другой вселенной люди им это не нужно
Столько усилий приложено, чтобы все заработало… а есть люди которые пришли и все сломали … хочется за такое руки оторвать… они все равно у них не на нужном месте растут….
Хрен где фильм нормальный в интернет найдёшь
Смысла искать новинку кинопроката в интернет вообще нет… сначала в поиске сталкиваешься с миллиардом сайтов, которые вместо нужного фильма подсунут тебе какой-то шлак… а потом когда прошло 15 из жизни… понимаешь что потратил время зря…. и проклинаешь всех этих уродов, которые заработали на мне пока я смотрел их рекламу…. уроды… Бесплатного и полезного в интернет скоро не будет.., в помойку он превращается …. не знаю как я буду сам отделять в этом интернете правду от всего этого шлака…
Зачем этот навигатор поставили в Камри ?

По какой улице я сейчас еду ? За то картинки скворечников, очень хорошо видно….