 Токарно-фрезерный центр Smec SL3000BLM
Токарно-фрезерный центр Smec SL3000BLM
Мой основной подарок на 2018 Новый год — это токарно-фрезерный центр SMEC SL3000BLM или Samsung. Конечно, фактически подарил этот подарок мне не Дед Мороз, а я сам себе. Обзор подарка и путь его получения я буду рассказывать с позиции руководителя этого направления, а не инженера, технолога или оператора. Во все технические детали и тонкости станков я вникнуть не мог, поэтому не стоит осуждать если не упомянул какую-то важную особенность. Кстати надо сказать, что порой не каждый инженер, может дать правильную оценку оборудованию, а данные предоставленные в характеристиках не всегда соответствуют реальности.
Итак приступим. Стоил этот подарок не только денег, но и решения множества сопутствующих проблем, потерей лишних нервов и 6-7 месяцев потраченного времени. Все началось ещё в 2011 когда наши партнёры регулярно нас огорчали своим качеством и не малой стоимостью. Замена этих партнеров, как правило не даёт ожидаемых результатов, а порой ведёт к ещё большим ошибкам и растратам. По выше сказанным причинам, наша крупно-узловая сборочная линия не однократно останавливала свою работу в самые ответственные моменты. Для решения сложившейся ситуации, были рассмотрены несколько вариантов решений: Размещение заказов только у партнеров с современным станочным парком. Импорт оригинальных готовых деталей с завода в Испании от наших партнеров. Все эти варианты решений имели отрицательные стороны. Производители с современным оборудованием требовали для размещения заказа — большую серийность деталей. Импорт деталей в сложных рыночных условиях с нестабильным курсом доллара сводил на нет все преимущества данного способа. Самым рациональным решением, стало организация собственного локализованного производства. Как известно базовыми универсальными станками в любом металлообрабатывающем предприятии являются Токарные и Фрезерные станки или более современные решения токарно-фрезерные центры.
Для правильного выбора оборудования, требовалось ещё раз просмотреть всю конструкторскую документацию, для наиболее востребованных деталей и заготовок. Определялись их максимальные размеры (длина, ширина, диаметр, тип обработки, объём токарных и фрезерных работ). Проводились консультации с технологами. После получения всех требуемых данных, можно было приступить к поиску подходящего оборудования для нашего предприятия.
Итак мы искали следующее оборудование: токарно-фрезерный центр с приводным инструментом, осью «y», длиной РМЦ 1000 мм, подготовкой под люнет, максимальным диаметром обрабатываемой детали 400 мм с направляющими скольжения, литой наклонной станиной и мощностью шпинделя не менее 20 кВт, чпу Fanuc.
Doosan, Hyundai, Mazak, Feller, Haas, Okuma, DMG, DMC, Smec, Takisawa, Goodway, Ecoca а также несколько китайских поставщиков… это небольшой перечень компаний поставщиков у кого было запрошено предложение на подходящее оборудование.
На начальном этапе, сразу после получения первых предложений от всех поставщиков оборудования, было решено отказаться от опции ось «y». И сразу после этого, наш станок не мог выполнять на 100% практически 1/3 всех требуемых деталей. Ось-Y даёт возможность производить фрезеровку шпоночных пазов, сверление отверстий не на одной оси с деталью. Причиной отказа от этой опции стало — значительное удорожание станка при наличии этой опции. В среднем из-за этой опции у разных производителей удорожание составляло 30000-50000 USD. Ходы по оси «Y» у разных производителей составляли +\-50 мм (для нас это очень мало). Также из-за дополнительной оси перемещения револьвера, незначительно менялась жесткость станка в худшую сторону. Все это вынудило отказаться от этой опции. Решено было выполнять эти работы на других станках.
Так как оборудование дорогостоящее, сложное и рано или поздно потребуется консультации специалистов, решено было отказаться от поставщиков оборудования не имеющих своих представительств и служб поддержки в России (под эту категорию попали практически все китайские производители станков. ЭТО ОЧЕНЬ ВАЖНЫЙ МОМЕНТ). Мы не сомневаемся, что сейчас уже есть компании, способные выполнить ремонт любого современного ЧПУ станка, но нам все таки хочется купить и забыть хотя бы про этот вопрос.
Наш город (Нижний Тагил) довольно таки хорошо промышленно развит: крупнейший металлургический комбинат НТМК, а также одно из самых известных предприятий на всю страну — это Уралвагонзавод. И большое количество меньших по своему размеру предприятий специализирующихся на производстве различного оборудования. Общаясь с технологами из этих предприятий стало понятно, что наиболее популярными станками стали Корейские производители Doosan, США Haas, Тайваньские производители. Некоторых производителей станков на государственных и оборонных предприятиях мы не встречали, так как существует определённый запрет на поставку и использование такого оборудования в данных отраслях.
Начнём со станков Doosan, прежде всего этот производитель на рынке существует уже не один десяток лет и выпускает довольно таки хорошие станки. Мы начали общение с компанией CF-Technology с официальным представителем компании Doosan. С нашей стороны было предоставлено техническое задание с примером нескольких чертежей деталей, которые мы планировали на них выполнять. Сотрудники компании «СФ-Технолоджи» оперативно подобрали нам подходящую модель токарного станка Doosan puma2600LY. Станок конечно очень хорош, современная стойка чпу мощная станина. Однако основной вопрос стоимости сводил на нет все эти преимущества. На тот момент стоимость на него достигала 200000 Евро, а если к примеру вы планируете брать его в лизинг, то это не станок получается, а тяжелое бремя. Пытаясь оптимизировать стоимость станка Doosan Puma 2600LY мы отказались от некоторых опций, рассматривали другие более слабые модели Doosan GT2600LM (он выходил примерно около 170000 евро), но желаемый результат так и не был достигнут. Наш бюджет составлял не более 8-9 млн.рублей без привлечения заемных средств и пользоваться лизинговыми схемами нам крайне не хотелось т.к. хороших решений на тот момент никто не предлагал.
 Doosan Puma 2600LY
Doosan Puma 2600LYСтанок HAAS ST-30Y предлагают в базовой комплектации всего за 120000USD, но как только добавляются необходимые опции типа щуп для измерения инструмента, транспортёр стружки, … его стоимость взлетает до 177000 USD. Характеристики станка: максимальный обрабатываемый диаметр 457 мм, максимальная длина точения 584 мм. Такая длина точения нас не устроила. Отказались от дорогостоящей опции ось — «Y» в пользу увеличения длины точения… но стоимость это глобально не изменило.
Хочется рассказать про станки DMG Германия. Как уже все слышали, линия станков Ecoline проходит сборку на заводе в г. Ульяновске. По всем характеристикам нам подходил DMG MORI ECOLINE CTX 510 ecoline, выглядит он конечно как космический аппарат. Конечно ожидали мы от локализованного производства станков в России соответствующую стоимость, доступную для большой аудитории, но как всегда пришлось спуститься с небес на землю. Базовая стоимость CTX 510 V4 ecoline выходила 10 000 000 рублей, а в дополнении с космическими опциями типа огненный бластер, гиперскорость вышло все на 18 000 000 рублей. Этот станок напоминает огромный Iphone, красивый, большой, эргономичный, дорогой. Владельцам этого станка придется платить всю жизнь пока вы им владеете.

Аналогичную картину можно наблюдать и с другими локализованными производствами типа DMG, Okuma, Takisawa … Как я понимаю, целью всех локализаций является, если простыми словами — это снижение стоимости конечного товара. А что же по факту получили мы ? Создаётся впечатление, что это импортозамещение было сделано для галочки и только на бумаге.
Mazak Япония, предложили нам вариант станка MAZAK QT-Compact 200 MY L1000U с конвейером для стружки, подготовка под люнет, осью «y» и длиной РМЦ 1000 мм и всё это дело чуть больше 8 000 000 рублей. Хочу сказать, что станки Mazak мне чем-то нравятся: внешний вид, собственное чпу Mazatrol. Этот станок будет идеален для точной и чистовой обработки деталей. Однако все мои симпатии не разделяла холодная реальность, требовавшая направляющиеся скольжения и мощный привод шпинделя, ремённой, а не мотор-шпиндель.

Наконец добрались мы ещё до одного Корейского станка SMEC (станкостроительное подразделение компании Samsung). В интернете, конечно очень много информации о том, кто на самом деле компания SMEC и откуда у них технологии и т.д. Основная из версий это то, что компания SMEC получили технологии от Тайваньской компании DMC, а на рынке эти станки не так часто встретишь. Одним из поставщиков данного оборудования, нашему вниманию был предложен станок SMEC SL2500 BLM и мы по началу серьезно эту модель не рассматривали… так как по этим станкам нет абсолютно никаких отзывов, видео, фото. На просьбу продемонстрировать такой станок вживую, нам предлагали съездить посмотреть как работает модель SMEC PL1600 или посетить завод в Корее. Общего между станками Sl2500BLM и PL1600 это наверно только очертание конструкции станины (рамы). Рассмотрев более детально характеристики станка он показался наиболее подходящим под наши задачи. В нужной нам комплектации мы получали станок с максимальной длиной обрабатываемой детали 997 мм, а по факту у нас получилось 1020 мм (позднее расскажу как это произошло). Максимальный обрабатываемый диаметр деталей 405 мм. Диаметр отверстия в шпинделе 76 мм. Подготовка под работу с люнетом для валов с максимальным диаметром до 200 мм. Патрон Samchulli диаметром 12″. Автоматическая система измерения инструмента. Револьвер BMT65 на 12 инструментов. Приводной инструмент и соответственно ось «C». Направляющие скольжения. Главный привод увеличенной мощности до 26 кВт. Стойка Fanuc 0i-TF из самых простых стоек эта имеет более удобное управление. Также присутствует опция Manual Guide — ей пользуются не все, но забегая вперёд скажу, что оператор работавший на токарном станке DOOSAN со стойкой Fanuc 32i очень даже оценил эту опцию. И весь этот комплект выходил примерно в 150000 USD. Срок поставки примерно был у всех одинаковый от 100 до 150 календарных дней. Это было лучшее предложение по цене и комплектации ! Конечно оставались некоторые сомнения по надёжности и качеству оборудования, так как этот параметр можно проверить только практикой и временем.
…
Отдельная история должна быть касаемо доставки этого станка, о том как срок поставки вырос со 120 дней до ~200… есть в этом и положительная сторона: по приезду мы получили вместо SMEC SL2500 BLM более мощную модель SMEC SL3000BLM…
….
Прошло уже 6 месяцев как пользуемся данным агрегатом… наработки не так много всего 100 моточасов…, можно сказать практически не пользуемся… в планах и не было у нас запускать большие серии деталей! Требовалось повысить точность, качество и культуру производства… могу ещё добавить, что найти хороших операторов — это проблема… некоторыми опциями за которые было заплачено кучу бабла — операторы не все используют (manual guide, рука для измерения инструмента — весь инструмент привязывают от патрона)…детали из этого станка приятно держать в руках… они все соединяются … чистота обработки может быть на высоте в умелых руках … из минусов пока не обзавелись всем инструментом…
13.01.2019 Один не приводной блок для установки Резцов производства Ews Корея нам заменили по гарантии, так как блок вставал ниже центра на 0,5 мм. При детальном осмотре блока выяснилось, что направляющие блока имеют выработку. Металл продавлен как будто он не имеет термообработки. Новый блок нам поставили производства WTO Германия. Направляющие на этом блоке уже идут сменные и если появился износ, то достаточно будет заменить маленькие направляющие. Ещё один нюанс с блоками EWS: приводные и статические блоки расположены не на одной оси … приходится при установке блока в параметрах станка постоянно корректировать эту информацию иначе ось на всех прыгает от 0 до 19 мм….
Мечтаю чтобы он был у нас не один !
Сейчас подбираем фрезерный станок ЧПУ.
06/05/2019 наработки на станке уже около 1100 моточасов. Полет нормальный … нашёлся оператор сразу как только у нас в городе одна крупная производственная компания ухудшила условия труда для своих сотрудников… Оператор ранее работал у нас уже и был только рад, что мы его спросили о желании перейти к нам на постоянную основу. Что касается станка: оператор сообщил периодически возникает треск при Работе станка (перемещение револьвера и смена инструмента)… первый раз когда услышал этот треск я испугался, думал что-то случилось. Но все продолжало работать нормально. Как-то стоял сзади станка и опять затрещало…. по звуку сразу определил место — это в левой части со стороны конвейера стоит какой-то гидравлический распределитель …. почему он срабатывает не знаю… как-то было, что приезжал к нам специалист из «Станкомашстрой» и тоже слышал он этот треск, после мы его спросили что это такое … он сказал это нормально… они уже якобы встречались с такой штукой и ничего делать не надо.
Кстати забыл рассказать после первой недели пуска станка у нас на полу был океан из СОЖа…. но наши операторы сказали, что это проблема не только нашего станка… вылечилось установкой дополнительного стека из профиля …
29/07/2019 Заднюю бабку потерял у нас станок. По М-кодам М78, М79 станок приезжает мм на 200 мимо задней бабки…. потерял её. Поставщики подсказали нам где в инструкции найти алгоритм привязки задней бабки. Это надо лезть в параметры станка и смотреть пункт К6.7 изменить 0 на 1, нажать шпиндель стоп (это ручное выдвижение штифта задней бабки) при этом станок запоминает координаты нахождения задней бабки. Всё меняем обратно 1 на 0. Теперь по М-коду М78 он подъезжает в нужное место, где стоит задняя бабка, но не выдвигает штифт фиксации задней бабки. Есть подозрение на неправильную работу концевиков, точнее они не имеют хода. Все крышки, которые открывали под ними море СОЖа… в некоторых местах точно не хватает прокладок. Хоть соединения и гермитичные…. но долго ли они протянут, если их регулярно купать в СОЖе. Пальцем концевики нажать невозможно, по ходу их заклинило. Гарантия на станок у нас закончилась, но поставщик станка обещал направить нам своего специалиста без всякой оплаты. Это конечно важно, так как у нас своего штатного специалиста по ремонту станков нет.
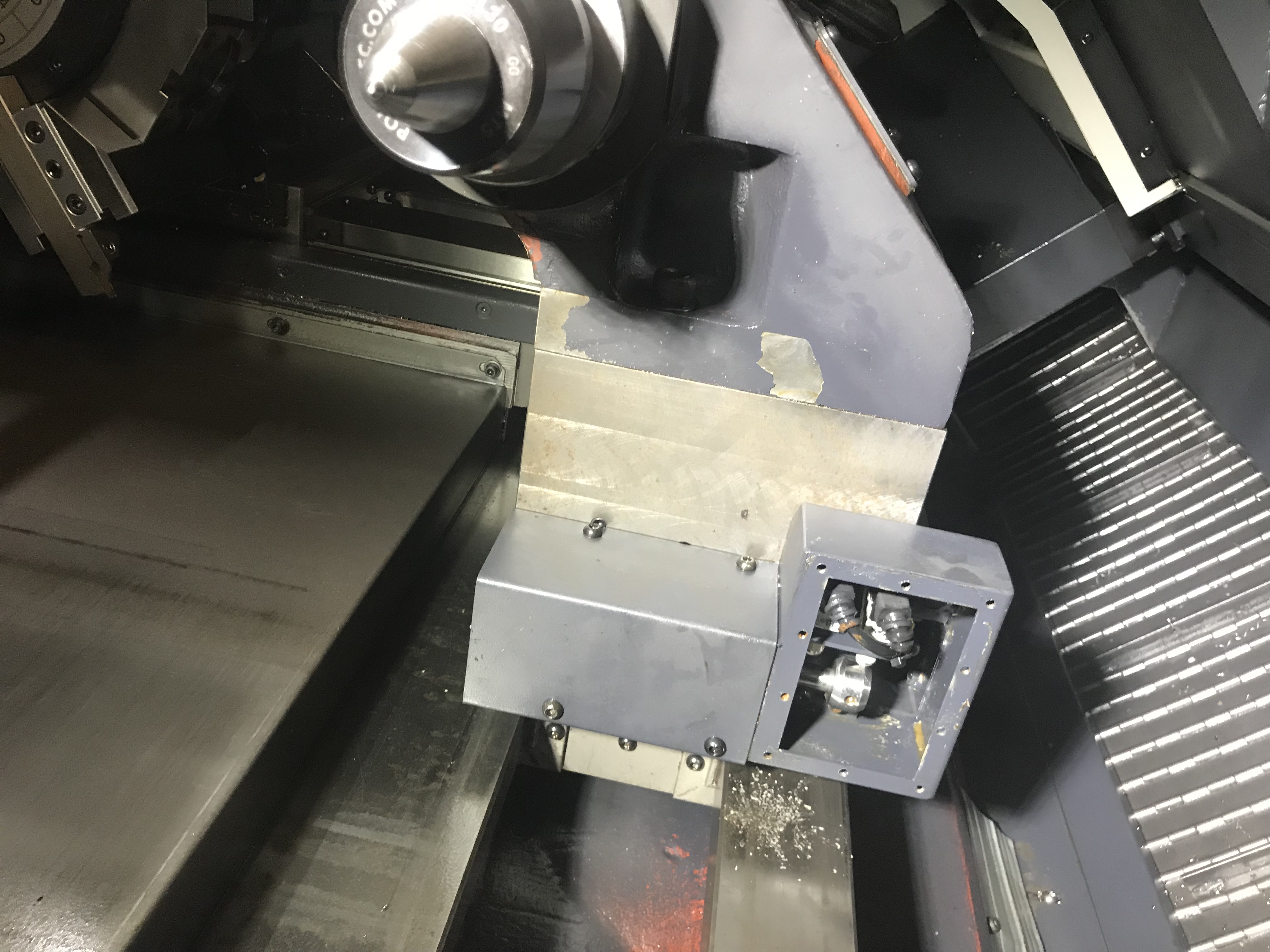 Задняя бабка Smec SL3000 Ищем концевики
Задняя бабка Smec SL3000 Ищем концевики Ошибка работы задней бабки Smec SL3000
Ошибка работы задней бабки Smec SL3000 Задняя бабка Smec SL3000 ищем концевики штифта.
Задняя бабка Smec SL3000 ищем концевики штифта.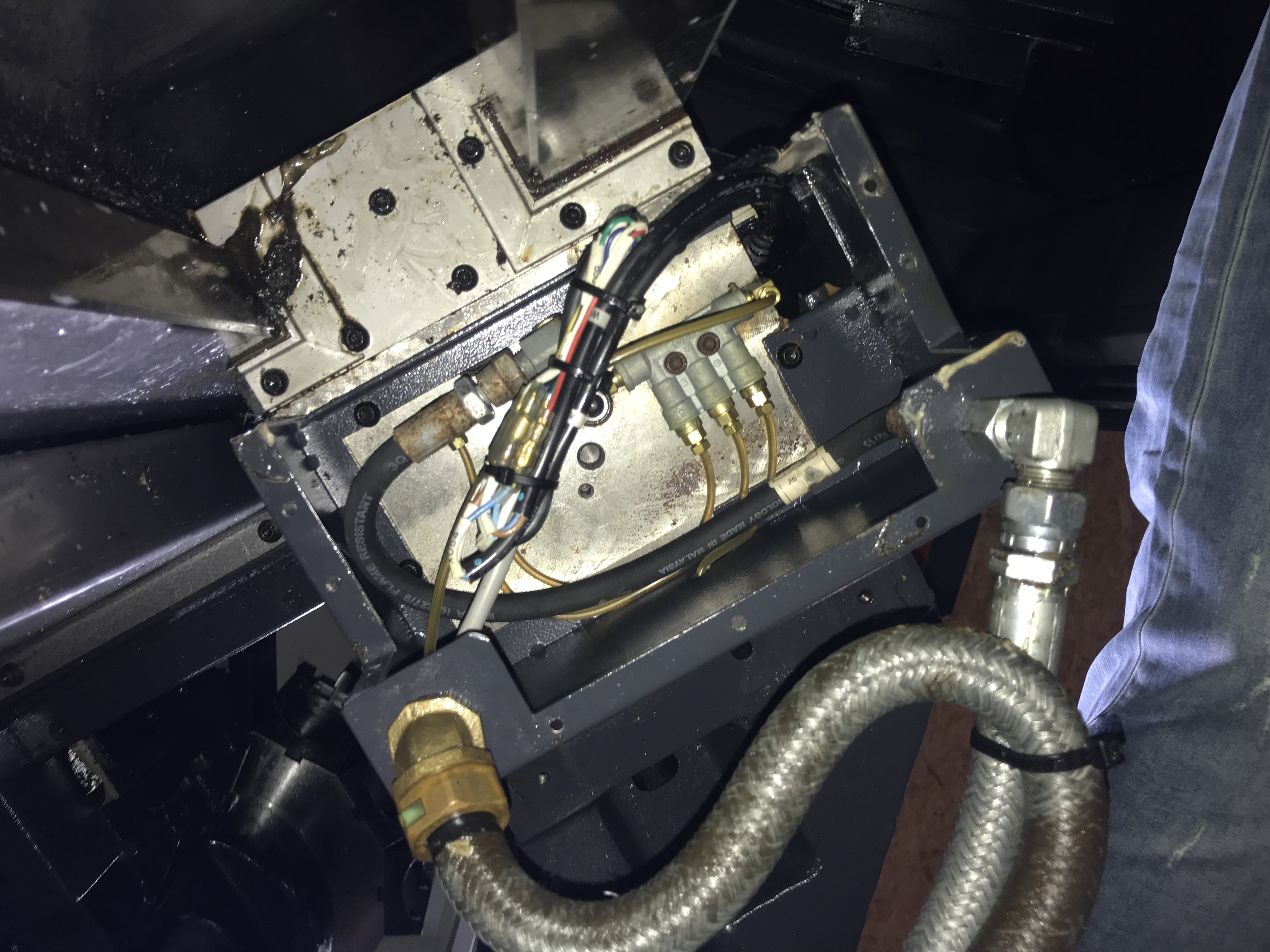
Задняя бабка Smec SL3000
И ещё важный момент люнет по ходу мы никогда не установим: а причина в том, что на этом станке мы делаем не только длинные валы , но и короткие … бывают ситуации, что деталь короткая… ее надо поджать задней бабкой … но это у вас сделать не получится так как люнет занимает определённое место перед патроном и короткие детали можно делать только с поджимом люнет, а у него ограничение до 200 мм… вообщем пустая трата времени и денег… люнет нужен только если валы делаете длинные и постоянно на одном станке и точка…
27/10/2019 Точно не помню упоминал про эту особенность или нет для станка SMEC SL3000BLM — периодически возникает жуткий треск при повороте револьверной головы. Трещит в задней правой части станка. Определили, что треск идёт от распределителя гидравлического, иногда может длится целую минуту и трещит довольно громко. Поставщики вроде как про эту проблему слышали , но решения долгое время не предлагали… Недавно позвонил инженер от наших поставщиков и сообщил, что решение скрывается вот в этой релюшке:
Мы ещё не успели купить и заменить такое реле, поэтому подтвердить успех решения этого вопроса пока не могу.

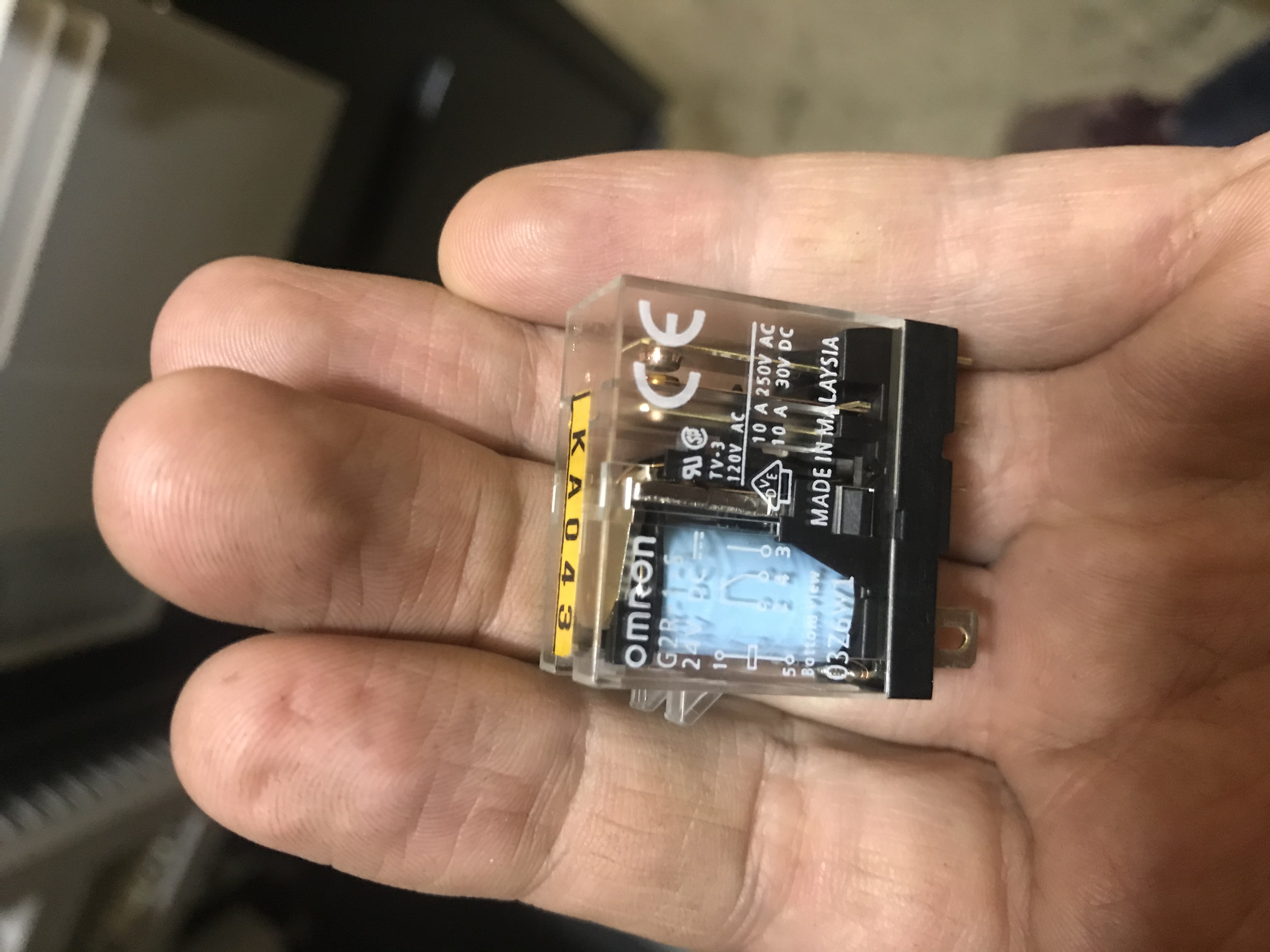
21/06/2020 Треск и правда пропал, видимо проблема была именно в этом реле. Станок Smec SL3000blm работает отлично, наработка на точении уже почти 3000 моточасов.
А у нас пришла пора к расширению и мы выбрали новый станок. На крутые аппараты у нас денег нет. Интригу таить не буду, мы заказали SOLEX NL635ZF. Это очень мощный токарный ЧПУ СТАНОК! Диаметр обработки детали типа вал можно поставить d630 мм (диаметр обработки) РМЦ 1500 мм и самое главное привод с двухступенчатым редуктором ZF, а это 1300 Нм крутящего момента ! Я пока представить не могу на сколько он мощнее Smec для справки у него всего 350 Нм. Минусы есть конечно у него — он как динозавр — огромный, задняя бабка ручная, гидравлического перемещения, фиксации за револьвер штифта на перемещения тоже нет. Нет приводного инструмента ((( ВСЕМ КТО ПЛАНИРУЕТ ПОКУПАТЬ ЭТОТ СТАНОК ОСОБЕННЫЙ АХТУНГ — выяснил только при личном осмотре подобных станков, менеджеры и продавцы этого вам не расскажут. Есть дешевые варианты этих станков серия «SC» и основное их отличие — это привод шпинделя! Есть вариант с приводом fanuc, а есть вариант с шаговым частотным двигателем !!!! Это полный ахтунг !!! Многие не понимают в чем отличие — сервопривод это прежде всего надёжность, точность, обратная связь, а шаговые двигатели это как возврат к динозаврам. У меня коллеги так и не поняли зачем нам станок дороже, если у него характеристики такие же по бумагам. Редуктор я там этот китайский как увидел, чуть икать не начал, тот ещё монстр.





19/10/2021 Наработка на SMEC SL3000 уже почти 6500 часов в режиме реза (вроде актуальные данные). Станок работает… но есть замечания к электрической части…. стал частенько вставать по сверхтоку по оси Z и Х… Это его болезнь просто… В нашей сети действительно бывают как просадки так и забросы по напряжению. Штатный трансформатор не вывозит. Решили приделать к этому станку стабилизатор напряжения — Ресанта — 45 кВт, посмотрим что из этого выйдет. В среднем встаёт по сверхтоку и тратим в день где-то полчаса — час на перезагрузку и новый запуск… При этом все остальные станки работают без проблем.
05/09/2022 Наработка у SMEC уже 8000 в режиме реза. Как по мне это экватор жизненного цикла станка. Недавно пытались устранить проблему с револьверной головой, она у нас сползала или провернуло и в рабочем положении резец вставал ниже центра. Всё тянулось ещё с предыдущих ремонтов. Механики сняли направляющие штифты в револьверной голове с их слов, якобы многие так работают. Однако на практике это показало при работе в жестких режимах голова сползает ниже центра и приходится регулярно вызывать инженеров для восстановления геометрии. Решили покончить с этим делом и написали заявку нашему поставщику станка SMEC на визит их инженеров на то, чтобы пройтись разверткой по посадкам этих штифтов…. ждали мы ответа около 4 недель, выставки были, потом инженер занят… а после нам ответили, что установка штифтов будет стоить 189000 рублей и после этого они совсем пропали. Пришлось делать всё своими силами. Сервис немного в нашем регионе по этим станкам немного снизился.
Кстати у нас скоро будет два новых станка — листогибочный пресс и ещё один токарно-фрезерный центр по типу SMEC, можно сказать его копия.
07/09/2022 Хотел сказать ещё про наш станок SOLEX NL635ZF… а точнее про его редуктор… как оказалось мы его включали раза 2 или 3. Для лучшего понимания, если вы живёте к примеру где-то далеко в Сибири и купили машину с люком… так вот люк вы этот открываете один раз в салоне у дилера, второй раз показываете друзьям как открывается… а после выясняется, что в Нижнем Тагиле особо подходящего момента с ним ездить и не бывает… Тут та же история револьвер имеет посадку под державки сечением 25х25 или 25х32, расточные 50…. пластины на таких державках ограничены в размере да и сечение державок на максимальном крутящем моменте уже будет маловато… будет дробление… Мощности и момента ему вполне хватает и без редуктора.
14/09/2022 А тут я рассказываю новую историю о покупке и эксплуатации станка SKM NL3000BLM копия SMEC SL3000BLM
24/03/2023 Уххх подводит, что-то станок… сначала приводной инструмент потерял ориентацию хвостовика в револьвере. Набрал в сервисную службу дилера, вот что мне там не нравится… так это на каждое обращение заполните заявку через своего менеджера. Времени уходит много на это. Позвонил другому человеку, ранее он там работал… он на словах объяснил что можно сделать. С оператором мы выставили ориентацию хвостовика … он немного поработал в холостую и снова сдох и сейчас ощущение, что двигатель на приводной инструмент заклинил.
А сейчас случилась вот такая проблема:
31/03/2023 Приехал сервисный инженер на осмотр станка и как мы предполагали двинул кони угловой редуктор приводного инструмента. После разборки выяснилось, что есть люфты на подшипниках и слава все богам шестерни целые !!! Из минусов подшипники один в один мы не найдём, скорее всего только замены. Все подшипники производства NSK, Япония. День в день ничего сделать не вышло, подшипники надо заказывать и после собирать всё обратно. Инженер сообщил, что первый раз с таким встречается. Внутри углового редуктора была ржавчина. Плохая СОЖ, либо операторы не проверяют концентрацию.



А вот тут я рассказывал как ремонтировали приводные блоки BMT65 Ремонт приводных блоков BMT65

23/04/2024 из поломок — все приводные блоки надо перебирать , менять подшипники. На всех люфтят хвостовики и туго крутится приводной блок. Один блок люфтил и при смене инструмента зацепил вилку … повредил угловой редуктор — раздолбил подшипник. Молился, чтобы это не шестерня была так как их отдельно не купить. Этот угловой блок мне посчитали за 1 млн рублей… оказался подшипник … там претензионный стоят … в наличии таких точно нет… под заказ только… разбирали его не первый раз… поэтому знали что нужно заказывать сразу из Китая нужный … а так наработки на нем наверно тыщ 30….
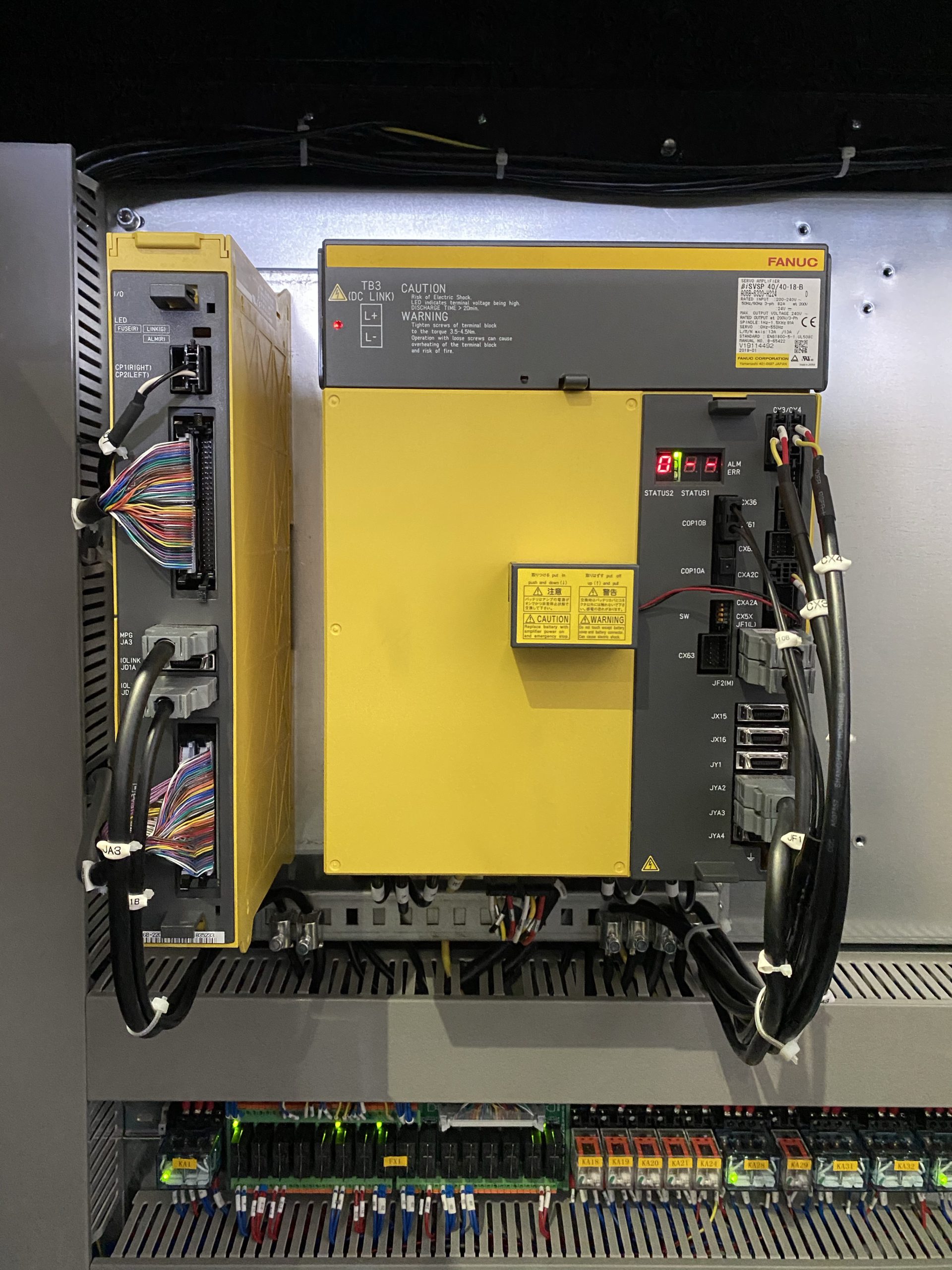
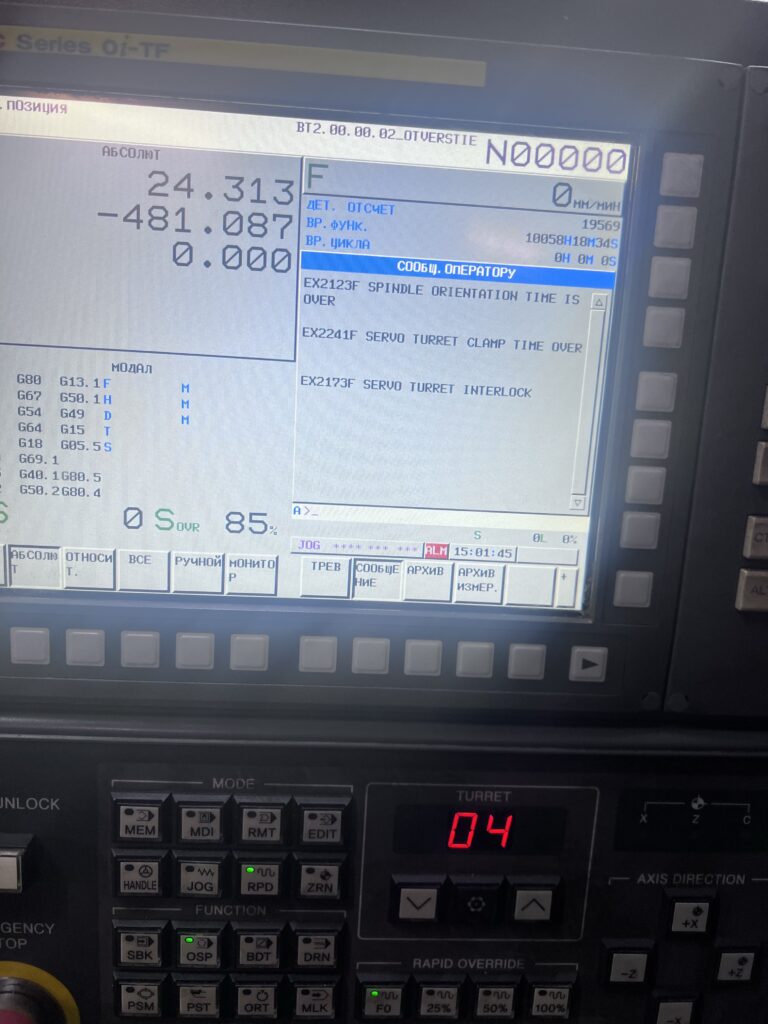
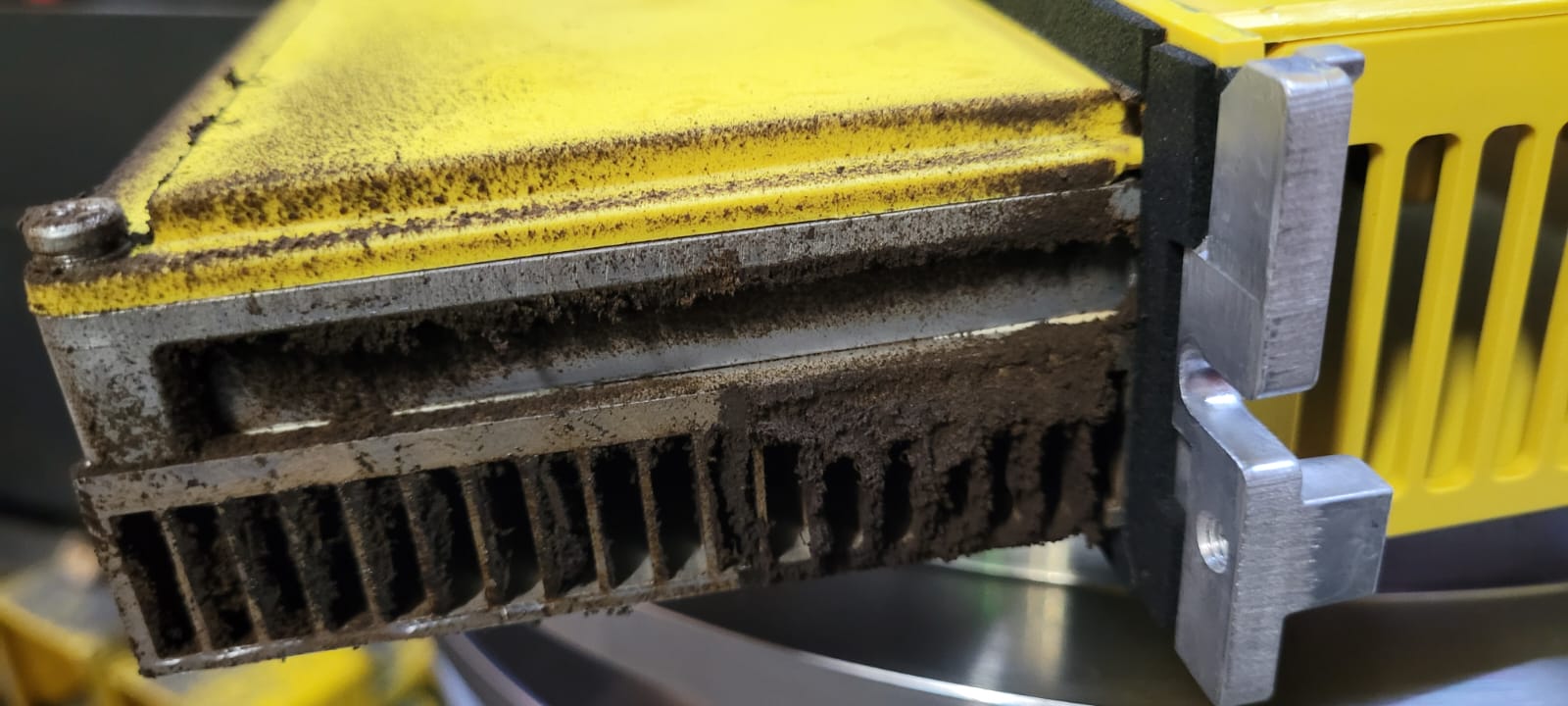
01/07/2025 Наработка точно не знаю какая…. но он самый старый у нас… замучались с ошибкой FAN на станке SMEC. Продувка и чистка кулеров на двери щита уже не давала результатов. Вызвали электриков, чтобы они чистили более сложные места. В каждом эмплифайре стоит свой вентилятор и чтобы их почистить пришлось всё снять. Выглядело это примерно так:



Здравствуйте, как машина чувствует себя по прошествии года? Есть ли замечания? Сам в выборе, бюджет примерно ваш, голова кругом :-) заранее спасибо!
За те деньги, что потратили мы… я думаю это был оптимальный вариант… работаем в режиме 5-6 дней х 8-10 часов… детали бывает нагружаем серьёзные вот максимальный круг вставляли 380 мм….. мелкие какие-то неисправности выскакивали типа датчик открытия двери отказался работать…. недавно была какая-то неисправность с клавиатурой… (всё оперативно исправили по гарантии)… Поглядите ещё на авито есть haas ST30 2014г.в. очень хороший вариант… Китайцев и Тайванцев думаю не стоит смотреть — на прошлой неделе был в Китае у партнёров…. обратил внимание, что у них на производстве нет китайских станков…. спросил почему… они говорят что качество так себе….. работают только на Японских, Корейских, Немецких.
Здравствуйте, вопрос задал, а ответ прочитал только сегодня )))) , замотался. SL2000M уже как с марта трудится как угорелый, пока только хвалебные речи, постоянно увеличиваем нагрузки на станок, уже страшно, но он зараза переваривает все наши капризы, на данный момент могу сказать что возможности станка превосходят возможности китайских тс пластин, по сему частично переходим на европейский инструмент и ещё газку поддадим )) Также хочу сказать что жесткость станка позволяет работать кинметом на высоких оборотах и подачах и так же нарезать резьбу с сумасшедшей скоростью. С блоками чехорда, подтверждаю, очень неудобно, приходится быть очень внимательным. Ваша статейка безусловно повлияла на выбор, огромное спасибо !!!! Очень доволен покупкой, машина реально зачётная!!!!