Подарок хочется в этом году себе…хочу 2000 м2 хороших производственных площадей… не сарай какой-то, а хороший цех, теплый с коан-балкой 10 тонн , ровными полами, вытяжками, коммуникациями, дорогами и охраной … вот все что надо, чтобы работало производство.., а в Тагиле одни сараи … как тут работать ? Буду думать, где брать этот подарок…
Возможно поздно пришел в сознание
Импортозамещения в России не может быть в нынешних условиях. В Китае металл за 500$ баксов у нас 888$. Как конкурировать? И тут не пошлинами надо защищаться, а снизить цену на сырье.
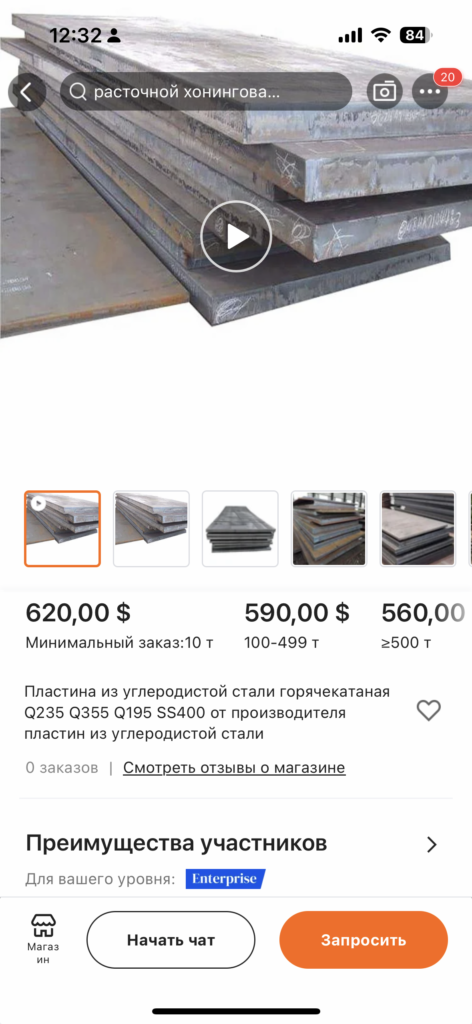
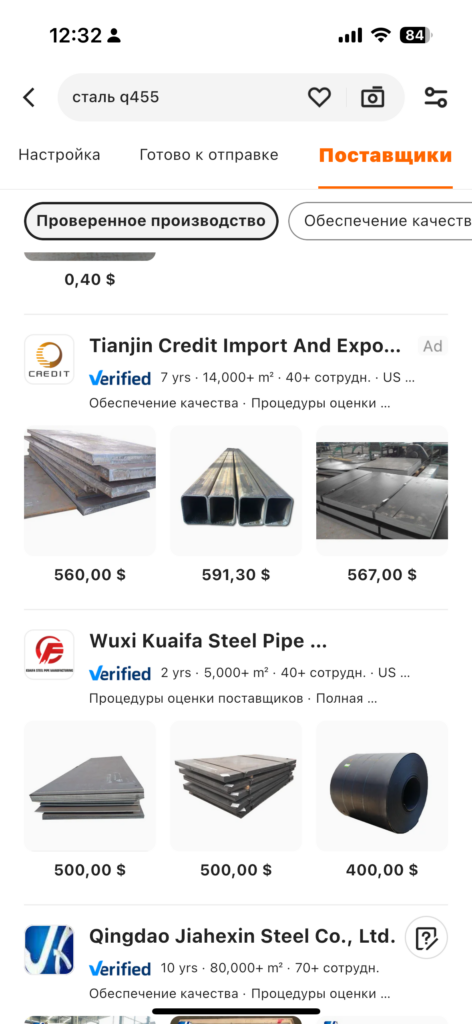
А теперь внимание цены за тонну стали в России :
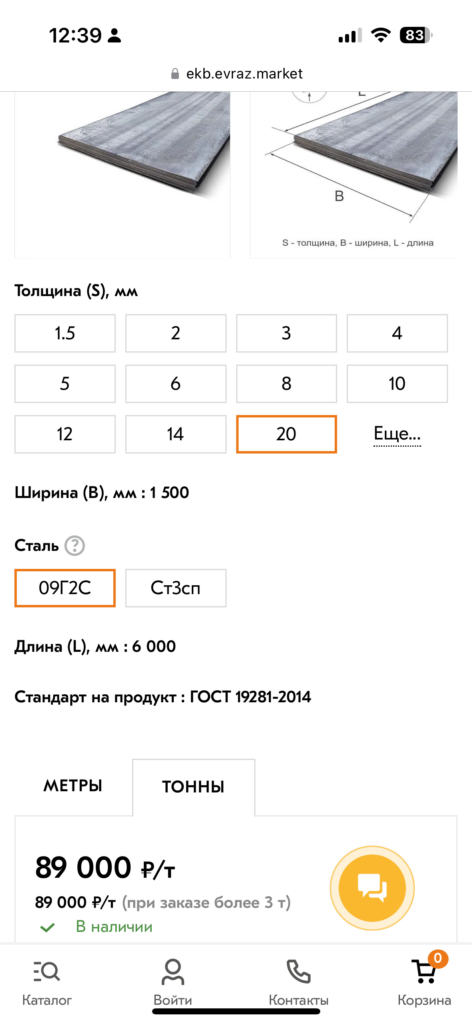
И это цены с учетом того, что курс сейчас на своём гребне 92 рубля за 1 бакс.
25.10.2023 Осознание нынешней ситуации с производством меня вводит в депрессняк. Ситуация такая, что если мы не уникальный производитель каких-нибудь нейтронных коллайдеров, то нам не выжить на рынке РФ. По всем параметрам в Китае выгоднее и правильно купить любую вещь, оборудование. Всего объёма бедствия я даже одним длинным вечером передать не смогу … обидно что проделан огромный путь и сейчас становится ясно, что машиностроение не нужно в России… По деньгам примерно одинаково выходят товары, НО… но… трахаться с производством… с персоналом… налоговой.. с возникающими проблемами… модернизацией… разработками это не говно пинать…. А зачем идти против течения назовите хоть одну причину ? Доказывать ветру, что машиностроение существует в России … также как производство автомобилей Москвич?
Нехочу ничего объяснять … просто Мантурова, Элю, Диму на свое место посадил бы на годик …. Пусть в суровую реальность окунутся … когда для создания космического корабля, тебе дали только руки и камень.
Лежу и думаю, что зря я против течения иду
Лежу и думаю, что зря я против течения иду… Покупаем всякие станки, подбираем персонал квалифицированный… Еле держимся на плаву … а тут раз и в Китае все то оборудование, что мы делаем … Там по стоимости меньше, чем материалы которые мы в России покупаем на его изготовление.
В этом случае разве применимы эти громкие высказывания коучей из Интернета ? Я наверно должен пойти в Минпромторг и устроится на работу и изменить цены на металл ??
Список всего того, что мне надо ещё успеть сделать на этой планете!
- Отправиться в путешествие и побывать в местах, где голова начинает кружиться от увиденной красоты.
- Воспитать своих маленьких уничтожителей.
- Добиться успеха в любимом деле, доработать все отложенные вопросы.
- Переехать жить в другой город.
- Научиться управлять своим свободным временем.
- Помочь кому-то и не получить ничего взамен.
- Начать ходить в спортзал.
- Побывать там, где я давно не был.
- Сказать всё, что я так долго откладывал на потом.
Ремонт приводных блоков BMT65
Итак прошло 8000 моточасов наработки и наши приводные блоки EWS Корея начали плохо крутиться, хвостовики люфтить, а один из них заклинил. Приводные блоки стояли на токарно-фрезерном центре SMEC SL3000BLM. При детальном знакомстве с приводными блоками оказывается они обслуживаемые и требуют периодической смазки шестерёнок. Однако смазка подшипников невозможна т.к. они все закрытого исполнения.
Итак один из блоков мы раскрутили для дифектовки и перед нами предстала картина с кучей грязи и лопнувшими подшипниками на некоторых из них маркировку уже было не разобрать, поэтому пришлось снимать наружные и внутренние размеры для опознания. Все подшипники были производства NTN, NSK Япония. Шестеренчатая передача оказалась в хорошем состоянии хотя и работала в какой-то грязи со ржавченой вместо смазки. Под замену все подшипники, резинки.



А вот список применяемых подшипников и уплотнений в этих приводных блоках, мы уже подобрали свои замены т.к. некоторых оригиналов нет или цена космическая.
Подшипник 7007АС ITN (угол 25 град.) — 4 шт.
Подшипник 6904 ZZ ZWZ 6 шт
Подшипник 7204 BEP SKF 4 шт
Подшипник 61906 2RS1 SKF 4 шт
Сальник 042 х52х 4-1 AN,SC 8 шт
Манжета арм. 2-18х26х4 8 шт
Отзывы Victory A6 и VOYAGER 600 COB. Сравниваем.
Присматривал себе лодку или катер, изначально даже поглядывал на аэролодки производства «Север» на видео всё круто, но думаю напрягать будет шум мотора и эти лодки не прощают ошибок капитана. И плавно мы подходим к Victory A6 и VOLZHANKA VOYAGER 600 COB. Пока ещё не решился на её приобретение, но изучая эту тему с нуля… нет опыта никакого в плане эксплуатации катеров, лодок. В плане качества я так понимаю лучше VOLZHANKA так как производство у них существует ещё со времен динозавров, но там и катера были такими. Только году в 2020 появились эти алюминиевые лодки в том виде, в котором их сейчас показывают. Из того что я сейчас выяснил по этим лодкам:
Виктори А6 имеет интересную планировку — больше места за счёт того, что убрали заднее ограждение мотора, отделка пола выполнена хорошими материалами в остальном комплектации схожи. На фото заметный страшный сварочный шов, на носу видно немного сэкономили алюминия на форштевень. Также у меня вопрос в плане эксплуатации катера без этой задней перегородки от мотора, вопрос в том, что при резкой остановке… как ведёт себя нагонная волна, заливает пол катера ? С другой стороны без этой перегородки высвобождается гора свободного места.
У Вояджера как на мой взгляд упор на качество изготовления, возможно чего-то нет — типа дорогостоящей отделки пола, но за то сварочный шов красивый. В больших компаниях с хорошим опытом эксплуатации, есть база обратной связи с клиентами и на основании этого можно усовершенствовать лодку. Геометрия и некоторые размеры также немаловажные характеристики… визуально они хоть и похожи, но их характеристики на воде могут отличаться. Просматривая обзоры на ютуб у проплаченных блогеров, всех этих нюансов и не узнать.

Планы на планы
Общался вчера с одним человеком, который охарактеризовал уровень бюрократии на своём бывшем рабочем месте таким выражением: «Строим планы на то, чтобы построить планы». Не хотелось бы мне, чтобы наш минизавод превратился когда-то в такое чудо.
Интересно открыть резюме hh ru — бесплатно?
А Вам интересно открыть резюме на hh.ru но так, чтобы ничего не платить ? Типичная ситуация, вы ищете подходящего кандидата, находите примерно подходящее резюме на hh,ru или зарплата.ру, работа.ру и так далее, но чтобы увидеть их контакты Вам предлагают заплатить некую сумму. Я сам искал таким образом людей и понимаю в чём может быть подвох.
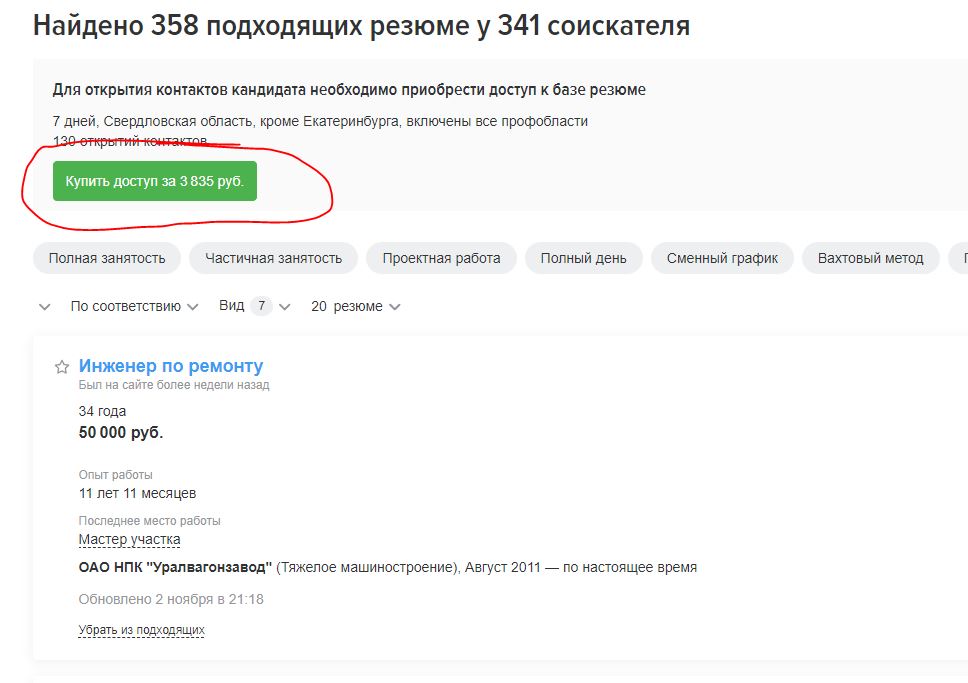
Найдя подходящего кандидата есть такая вероятность, что он не подойдёт или понадобиться искать ещё людей других специальностей и за каждую платить по 3835 рублей, естественно не реально если вы живёте где-то в Нижнем Тагиле, где 3835 огромные деньги. Есть несколько вариантов решения этого вопроса и они бесплатные или полубесплатные:
- Собираем полную информацию о нужном кандидате и заходим на сайт к примеру findface.ru — платим 99 рублей и по фотке он ищет профиль в соцсетях нужного вам кандидата. В 80% случаев вы найдёте профиль в каком-нибудь Вконтакте нужного вам кандидата и дальше вы знаете, что ему написать.
2. К сожалению некоторые кандидаты шифруются и не выкладывают фото имя и фамилию. В этом случае мы имеем картину как показано ниже:
Это тоже довольно не плохой результат и мы отправляемся в одну из самых распространённых соцсетей VK и заходим в поиск друзей, заполняем все известные данные 37 лет, мужчина, дату рождения, образование и результат у вас 3 контакта…
Один из полученных контактов нужный нам кандидат, чтобы быстрее это определить можно заглянуть в профиль и иногда по фото становится ясно кто наш человек.
Пока других способов поиска контактов я не придумал. Пользуйтесь пока есть такая возможность т.к. для жителей провинциальных городков я считаю такая стоимость за резюме не адекватна.
Ощущение что в России я уже не успею сделать что-то полезное
Сколько я тут живу и каждые 10 лет случается какая-то ерунда: кризисы, революции, войны, пандемии… Как в такой ситуации жить ? Строить планы ? Вот заказали станок из Кореи, который ждать 8 месяцев и я не знаю он приедет или нет… Мы должны были в этом году для расширения производства смотреть новое помещение, но все коту под хвост. В новостях смотрю ересь про то, что хотят возродить производство каких-то старых автомобилей Волга, Победа… это можно лить в уши только тем, кто не имеет отношения к машиностроению, а те кто хоть раз работал с железом понимают, какие дорогие станки, как долго их ждать, а после того как получишь найти хорошего оператора еще одно горе, но даже с ним отработка детали займет еще время.
В остальных областях тут везде подобное отставание.
Отзывы листогибочный пресс SMD PBA 110-2500
Время так быстро летит, что я совсем забыл рассказать про наш новый прорыв в усовершенствовании нашего производства. Итак представляю наш новый листогибочный пресс SMD PBA 110-2500, производства Китай:

Отзывы листогибочный пресс SMD PBA 110-2500
Комплектация станка по документации, а после выложу фотки и посмотрим сходится с обещанным или нет:
SMD PBA 110-2500-4C Листогибочный гидравлический пресс (Y1
Y2 X R, ЧПУ ESA630, мото компенсация)
Комплектация:
- Гидравлическая система: HAWE (Германия), полное управление с
ЧПУ всеми электро-гидравлическими системами, включая блок
клапанов давления, блок клапанов синхронизации, блок клапанов
подачи, масляной насос SUNNY (США). Электронные линейки
положения ползуна Givi (Германия) / Fagor с точностью до 0,01мм
(ось Y1+Y2) - Устройство ЧПУ: 2D-графический сенсорный контроллер ESA
630S (Италия), управление 4-мя осями (Y1+Y2+X+R) - Задний упор имеет автоматическое перемещение по осям X
(550 мм, скорость 400 мм/сек); перемещение выполняется с
помощью ШВП по линейным направляющим от привода
серводвигателя; три упора можно вручную отвести влево или
вправо вдоль по двойным линейным направляющим; - Зажимы для быстрой смены пуансонов;
- Задний упор имеет два упорных блока, регулируемых по высоте и
расстоянию между ними; - Система крепления инструмента — AMADA-PROMECAM;
- Станок оснащен многоручейковой матрицей и пуансоном на
всю длину пресса.
Вчера только закончили пуско-наладочные работы этого листогиба. Поставщик при заключении договора плавно отъехал от темы подписания акта пусконаладки по детали. Деталь была на первый взгляд не сложная, один угол 90 градусов длиной где-то 150 мм, но в процессе пусконаладки сложилось такое впечатление, что при изготовлении этой детали станок будет работать на максимуме своих возможностей или вовсе не справится. Но об этом пока рано говорить, ожидаем матрицу и пуансон, а после сделаем пробную деталь.
Поигрались на пуско-наладке с изготовлением пробных деталей…тонкую мелочь гнёт хорошо… но ЧПУ ESA не верно рассчитывает усилие пресса, приходится постоянно вручную всё корректировать… может есть конечно какие-то параметры, которые в ЧПУ можно изменить и жизнь наладится как нужно, но на пуско-наладке получалось так, что первый гиб, если не угадал с усилием или забыл его увеличить, первую деталь гарантированно нужно догибать, а это уже потеря времени.


Великих ставок на этот пресс у нас нет, но он станет приятным дополнением нашего станочного парка. Мы теперь сможем делать красивые корпуса для нашего навесного оборудования, уменьшим количество сварочных работ и добавим плавных и красивых линий. Пока станок новый — полёт нормальный.
25\04\2024 — Листогиб нагружаем потихоньку… в выключенном состоянии на этом прессе почему-то верхний пуансон опускается с перекосом…. при включении все линейки синхронизируются… но как-то странно… поставщик сказал такого быть не должно. Гнём на нём много деталей — звенья цепи из листа 8-12 под угол 90 градусов…всё получается…. объёмы достаточно большие по 800-1500 штук заказ.